 - Оборудование и системы контроля качества")

Сложность контроля
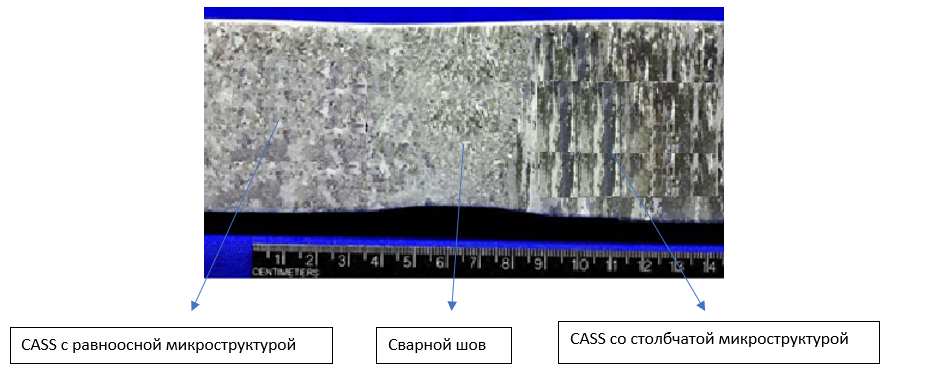
Литая аустенитная нержавеющая сталь (CASS), которая обычно используется на атомных электростанциях, представляет собой крупнозернистый упруго-анизотропный материал. Материалы CASS использовались в отдельных конструкциях систем ядерных энергетических реакторов для их устойчивости к коррозии и долговечности в эксплуатации. Аустенитные сплавы, такие как нержавеющая сталь 304, 316 и Inconel, устойчивы к коррозии, поскольку содержат хром, который образует на их поверхности самовосстанавливающуюся защитную пленку. Однако аустенитные сплавы не являются невосприимчивы к образованию трещин, но активы, в которых они используются, обычно имеют очень низкую устойчивость к утечкам, будь то по соображениям безопасности (радиации) или по соображениям эффективности. Поэтому важно точно определять наличие трещин в сварных швах из аустенитного сплава и охарактеризовать всю их серьезность.
Процессы производства приводят к различным микроструктурам, которые трудно проверить ультразвуком. Трудность в надежной ультразвуковой неразрушающей оценке (NDE) компонентов CASS в значительной степени связана с вредными эффектами взаимодействия волн с крупнозернистыми микроструктурами, присущими этому классу материалов. Сдвиговые волны в этом материале проходят при сильном затухании, что сводит возможность соответствующего ультразвукового контроля только к продольным волнам.

Рекомендуемое решение
Чтобы преодолеть эту трудность, промышленность рекомендовала использовать двойные датчики для приема и передачи продольных волн. Эти зонды называются двойными линейными и двойными матричными массивами (DLA и DMA).
В технике TRL (приемо-передачи продольных волн), также известной как техника улавливания высоты тона, преобразователи передатчика и приемника различны так, что собранные сигналы исходят из места, где два луча пересекают друг друга. При использовании раздельного излучателя и приемника размер призмы уменьшается, и ПЭП можно использовать ближе к сварному шву, обеспечивая более высокую чувствительность. Сочетание этого подхода с большой апертурой, а также способностью к точному управлению рекомендуется для улучшения отношения сигнал / шум (SNR) и вероятности обнаружения (POD) в толстостенных образцах. Что касается оборудования для решения, оно переводится в системы с 64 + параллельной архитектурой, приводящие в действие датчики с 64+ элементами. Обе системы GEKKO и PANTHER существуют в архитектурах 64: 64 и 64: 128, с изначально реализованным интерфейсом DMA/DLA. Пользователь может настроить полную процедуру контроля непосредственно с устройства, используя CAPTURE (операционная система для GEKKO) или ACQUIRE (операционная система для PANTHER). Эти двойные датчики могут использоваться с набором оптимизированных методов для каждого случая контроля. Секторное сканирование с фазированной решеткой может быть установлено и отредактировано пользователем, а также методы общей фокусировки (TFM и вариации) в реальном времени на устройстве. В зависимости от затухания материала, подвергаемого проверке, пользователь может оптимизировать свою процедуру проверки для наилучшей возможной проверки.

Предлагаемое решение включает в себя следующие элементы:
- Дефектоскопы GEKKO или PANTHER для обработки большого количества каналов с РС датчиками, конфигурация в реальном времени, изначально предлагаемая программным обеспечением, секторное сканирование высокого разрешения и TFM, автоматическая TCG (ВРЧ).
- Программное обеспечение CAPTURE или ACQUIRE, чтобы сохранение данных
- 1-осевой сканер для кодирования и определения местоположения дефектов
- Линейный преобразователь, DLA и DMA набор датчиков и призм
- ENLIGHT, для анализа данных.

Преимущество

12.01.2021